收藏我们 全国统一服务热线:0577-67363567
收藏我们 全国统一服务热线:0577-67363567



铸铁镶铜闸门技术标准 :1、本设备材料符合GB标准规定。 2、所有量度、尺寸、重量均用国际单位(SI)表示。
参考标准
CJ/T3006-92 供水排水用铸铁闸门
JB2932-86 水处理设备制造技术条件
JB/ZQ4000.2-86 切削加工件通用技术条件
JB/ZQ4000.3-86 焊接件通用技术条件
JB/ZQ4000.5-86 铸件通用技术条件
JB/ZQ4000.10-86 涂装通用技术条件
JB/ZQ4286-86 包装技术通用技术条件
GB1176 铸造铜合金技术条件
GB1220 不锈钢棒
GB6414 铸铁尺寸公差
GB9439 灰铸铁件
GB8923-85 涂装前钢材表面锈蚀等级和除锈等级
GB4979-85 防锈包装
YJ010 抛丸喷砂技术条件及检验方法
JB/ZQ4000.1-86 产品检验通用技术条件
铸铁镶铜闸门结构与要求:
整体结构要求:闸门由连续的框架、提升轴(闸杆)、闸板、吊耳、手电两用/手动启闭机、装配好的铸铁件等组成。闸门应有足够的强度,以保证在储存、运输、操作等任何条件下都不会弯曲变形,所有结合部分和滑动表面都应是机械加工面,为了密封,闸门应带有镶铜密封圈。
闸框、闸座:
材料:HT250 GB9439-88。闸框应进行机械加工,以便与闸座或预埋件栓接。闸框两边应向上延伸。到闸门处于全开位置时闸板至少有一半支撑包含在闸框内,闸框应整体铸造,在最大工作水头下,其拉伸、压缩和剪切强度的安全系数不小于5,闸框的厚度应在计算厚度上增加2mm的腐蚀余量,闸框内有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用和密封座面相同材料制作的沉头螺钉与闸框联结,此密封座面应加工到≤3.2μm的表面粗糙度,闸框背面也应进行加工,以便与预埋墙框的机械加工面直接栓接,闸框与墙框结合面间在安装时应充填有粘结剂。
闸板、导轨、吊耳
材料均为HT250 GB9439-88,闸板为整体铸造结构、矩形、带有整体浇铸的水平和垂直方向的加强筋,加强筋使得闸板有足够的刚度,闸板应按最大工作水头设计,其拉伸、压缩和剪切强度的安全系数不小于5,挠度不大于构件长度的1/1500。闸板的厚度应有在计算厚度上增加2mm的腐蚀余量,闸板的滑动面处应有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用与密封座面相同材料制作的沉头螺钉与闸板联结,此密封座面应被加工到小于或等于3.2μm的表面粗糙度,沿整个闸板长度的每一边的滑动面处应加工成一台阶结构,此台阶结构与闸门导槽之间保持有小于或等于5mm的间隙,闸板的两边和上、下边应有与闸板牢固联结或铸成整体的楔形块均应进行加工,以便与闸框上的可调节的楔形块结合,闸板上方的闸板垂直中心线上应固结或整体铸造有吊耳,吊耳上有被加工成可嵌入方形铸铜质螺母的孔或螺母,用于与闸杆和启闭机联结。
闸门导轨将承受整个水平和契紧压力,因此导轨应按最大工作水头设计,其拉伸、压缩及剪切强度的安全系数不小于5,导轨的整个接触面应被加工,嵌入导轨的沟槽表面也应被加工,在闸板侧边与导轨之间允许间隙小于或等于3mm,为防止导轨与闸框之间的相对运动,导轨应用不锈钢沉头螺钉与闸框联接或与闸板铸成整体,在闸门全开时,导轨仍应至少有维护和支撑闸板二分之一的长度
闸门闸框的底部应有防止闸板与闸框过度契紧而设置的可调节顶块,止顶闸板用的可调节螺钉安装在此顶块上。
预埋墙框:
用于闸门安装的墙框应由闸门生产厂完成,墙框的预埋深度应等于安装墙框处的混凝土的厚度,墙框的端面应被加工成平整的表面,并按安装双头螺栓的要求正确钻孔和攻丝,墙框外周围边应有止水挡板,安装时,墙框与闸座(闸框)结合面间应充填有粘结剂。
铸铁镶铜闸门安装说明:
闸门上下框设有固定块,可防止闸板在运输吊装等过程中滑出,安装凝固后(使用前)应先卸掉上闸框的固定块和下框紧回螺栓,方可启动。
闸门安装采用整体安装,将闸板与闸框的封水面间隙调到0.3mm以下后,进行二期浇筑,在浇注混凝土时,必须保证闸门闸框处于铅垂状态,流进闸板、闸框、楔铁、挡板间隙中的灰浆必须清除,防止灰浆凝固后影响闸门启闭。
闸门启闭时,应注意闸板的上下极限位置,以免损坏闸门或启闭机,闸门在启闭过程中应检查闸门升降有无卡阻
闸板与闸框为偶件配合,在多组运输和安装时,切勿互换。
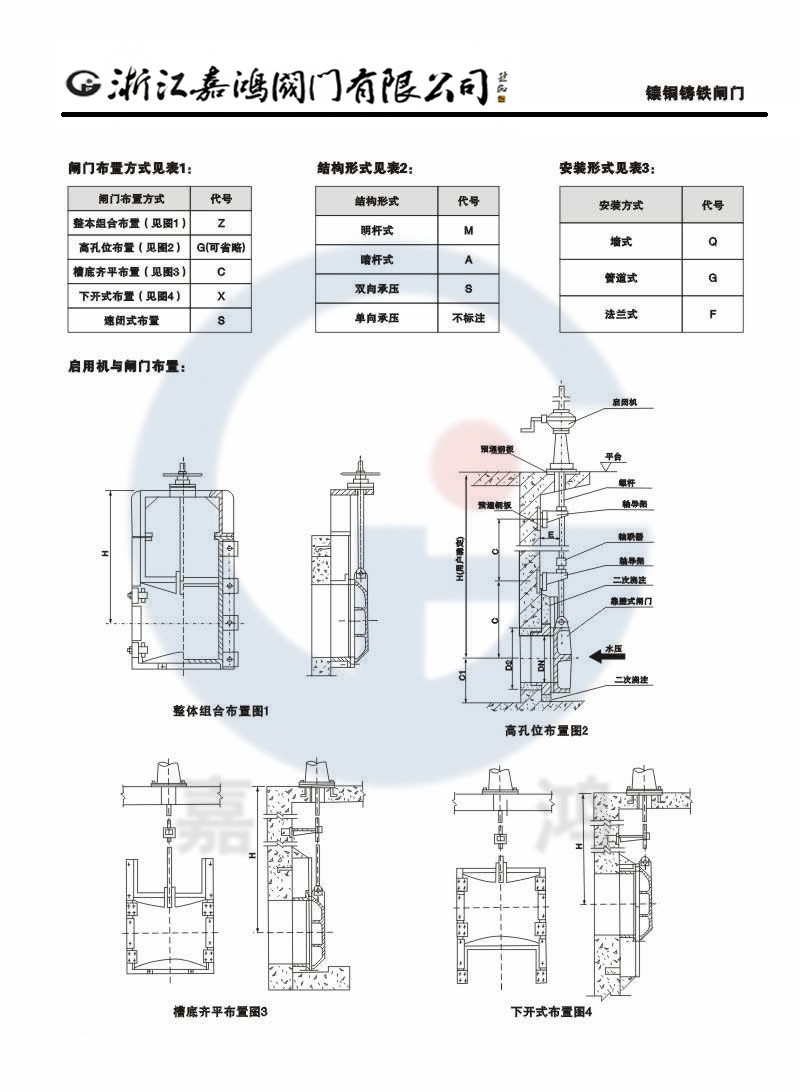
铸铁镶铜闸门(提板闸门)1、性能要求 闸板压向门框最大压力为0.1MPa。 脱离门框最大压力为0.02MPa。 渗漏量不大于1.25L/min.m。 启闭时间5~10min。 安装形式附壁式、法兰式
铸铁镶铜闸门主要技术参数
|
名称/参数 |
渗水量(L/min.m) |
最大水头m |
工作介质 |
安装方式 |
正常水压方向 |
门框距边壁距离 |
|
|
正向 |
反向 |
||||||
|
镶铜铸铁圆闸门 |
0.72 |
1.25 |
正向10反向2.5 |
水或污水 |
铅锤状态 |
正面迎水 |
>300 |
|
镶铜铸铁方闸门 |
|||||||
|
向镶铜铸铁闸门 |
0.72 |
0.72 |
正反向10 |
||||
|
向镶铜铸铁方闸门 |
|||||||

安装铸铁镶铜闸门前的准备:
1、检查洞口是否符合土建尺寸要求,洞口平面应尽量平直。 2、检查预留孔或预埋螺栓位置是否正确。 3、闸门在运输过程中的变形及损伤,要进行全面的检查和修整,注意同规格闸门的门体、门框不允许互换。且未安装前必须水平放置, 防止铸件变形影响止水效 果,同时丝杆以及联接杆不可受力弯曲。
铸铁镶铜闸门使用与维护 1﹑在通常情况下,各种闸门与本厂生产的各种启闭机配套使用。启闭机及电动头使用维护详见阀门电动装置说明书。 2﹑使用手动闸门时启闭机用力要均匀,不要在起升或关闭时用力过猛,以免损伤定位装置。 3﹑手动时不可进行电动操作,电机驱动时手轮不可旋转,所有结合面的密封处无渗漏。 4﹑由电动变为手动时,即用人工切换手柄向手动方向推动,当推动到一定位置时中间离合器脱离涡轮与手动轴爪呲合成为手动状态;手动变为电动时为自动切换。要求在半启闭状态下工作,可由操作人员根据经验选择电动或手动。 5﹑要求对启闭机齿轮﹑轴承﹑丝杆等部件每季度加注润滑油一次。
铸铁镶铜闸门寿命 除符合国家有关标准和规定外,还应符合以下要求: (1) 设备无故障运行时间不少于5年。 (2) 整机使用寿命在25年以上。
铸铁镶铜闸门外涂装过程 1)涂装前应除锈、打磨、清理切割边、清除毛刺油脂等 2)非加工表面,按不同的技术要求,涂底漆,凸凹不平的用腻子找平,打磨平整后,涂面漆 3)涂漆应均匀、细致、光亮、完整不得有粗糙不平,更不得有漏漆现象,漆膜应牢固、无剥落、裂纹等缺陷 4)漆膜厚度符合各产品检验规范要求 5)用于处理饮用水处理设备的涂漆,水下部件应用无毒涂料。
铸铁镶铜闸门防腐 除符合国家有关标准和规定外,还应符合以下要求: (1) 除锈达到Sa2.5级标准。(2) 涂富锌底漆、云母氧化铁中间漆,C04-42醇酸面漆,漆膜厚度≥250μm. (3) 包装前对机加工面接GB4879标准要求做好防腐处理。 (4) 运输、安装过程中涂层破损,严格按涂装工艺进行修复,其质量水平不低于原涂层的质量水平。
铸铁镶铜闸门在铸铁闸门的基础上又加上了铜质的表面,这样就有效的避免了铸铁闸门的生锈腐蚀问题,保障了铸铁闸门的使用寿命,对于铸铁阀门技工来说需要掌握铸铁闸门的安装技巧。
第一步,首先要将铸铁镶铜闸门直接焊接在预留孔四侧的预埋板上。要确保焊接过程的专业性和牢固性。
第二步,需要将对应的启闭机按照闸门的位置也焊接在预埋板上。
第三步,要保证传动螺杆、启闭机和闸门这三种设备能够在同一个直线上。直线度为千分之一。这一点在安装时候要把握好。
第四步,预留孔和闸门之间的空隙要用混凝土填实。并且填好后对于闸门和启闭机空隙间的混凝土要及时清除,以免凝固后影响启闭机的开启与闭合,另外还需要确定设备的总重量。